לוחות בינוניים ועבים נמצאים בשימוש נרחב בתחומים שונים כחלקי מאמץ, כגון דחפורים, מחפרים, מעמיסים, קרונות נוסעים ברכבת ומכונות בנייה וקטרים אחרים. לוחות בינוניים וכבדים מתייחסים בדרך כלל ללוחות מתכת בעובי שבין 4.5 ל-25 מ"מ. שיטות היצירה של צלחות בינוניות וכבדות כוללות בעיקר: יצירת כיפוף בלם לחיצה, יצירת מכונת גלגול ויצירת לחיצות. כיפוף (קיפול) היא שיטת יצירת קו מוצרים בשימוש נרחב ושופע עבור הצלחות הבינוניות והעבות.
הקשיים של כיפוף לוחות הם חלקי עבודה ארוכים, לחץ גבוה, יצירה קשה, יעילות נמוכה ודיוק קשה לשליטה. התוצאה הסופית של כיפוף היא השתקפות מקיפה של פרמטרים של חומרים, פרמטרים של תהליך ופרמטרים של עובש. עיצוב סביר של פרמטרים אלה הוא המפתח לשיפור ביצועי הכיפוף של צלחות בינוניות ועבות.

הטונאז' של בלם לחיצה (מכונת כיפוף בלם לחיצה)
הבעיה הראשונה העומדת בפני כיפוף לוחות בינוני ועבה היא בחירת הטונאז' של מכונת כיפוף בלם הלחץ, והאם כושר הנשיאה של המתקן והתבנית עומדים בדרישות.
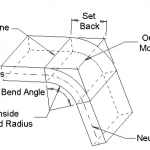
הכוח F מופעל על ידי מכונת כיפוף בלם הלחיצה כדי להניע את התנועה ההדדית בין התבניות העליונות והתחתונות, ובכך לכופף את הצלחת. לכיפוף לוחות פלדת פחמן ב-90°, WILA נותן את הערך האמפירי של עומס הלחץ על הלוח, כפי שמוצג בטבלה 1. כאשר עובי פלדת הפחמן הוא 20 מ"מ, ניתן לבחור את התבנית התחתונה עם V=160 מ"מ. בשלב זה, עומס הכוח של מכונת הכיפוף הוא 150 t/m.
F=כוח ליחידת אורך (t/m);
S= עובי החומר (מ"מ);
ri= רדיוס כיפוף של פינה פנימית (מ"מ);
V = גודל פתח התבנית התחתון (מ"מ);
B = קצה האוגן הקצר ביותר (מ"מ) );
אלומיניום: F×50%;
סגסוגת אלומיניום: F×100%;
נירוסטה: F×150%;
הטבעה וכיפוף: F×(3~5)

מהדק הידראולי כבד
שיטות נשיאת העומס של מהדקים הידראוליים עליונים כבדים של WILA כוללות עומס עליון ועומס כתפיים, והעומס המרבי הוא 250 t/m ו- 800 t/m בהתאמה. המשטח הנושא את הכוח של המתקן מאמצת טכנולוגיית הקשחת מרווה עמוקה של CNC. קשיות Rockwell היא 56~60HRC, ועומק ההתקשות הוא עד 4 מ"מ, שיש לו קשיות גבוהה ועמידות בפני שחיקה חזקה. המהדק ההידראולי משתמש בהידוק מהיר הידראולי, והרחבת הצינור ההידראולי מניעה את תנועת פין ההידוק כך שהתבנית יושבת אוטומטית וקו הכיפוף מרוכז אוטומטית. עבור תבנית כיפוף באורך כולל של 6 מטרים, לוקח רק כ-5 שניות עד שההידוק ההידראולי יהיה הידוק מלא, ויעילות השימוש המקיפה גבוהה פי 3~6 מזו של מערכת ההידוק הידנית הרגילה.

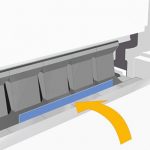
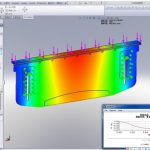
שולחן עבודה לפיצוי מכונות כבדות
עבור כיפוף של לוחות בינוניים ועבים, הגרסה החדשה של WILA לטבלת הפיצוי המכאנית הכבדה יכולה לא רק לעמוד בקלות בדרישות העומס, אלא גם לפצות על הסטייה והעיוות של מכונת הכיפוף. שולחן העבודה לפיצוי מכני מאמץ הידוק הידראולי, דיוק פני השטח יכול להגיע ל-0.01 מ"מ, קשיות הסלעים היא 56~60HRC, ועומק ההתקשות הוא עד 4 מ"מ. שולחן העבודה לפיצוי מכני מאמץ את ממשק ההתקנה האוניברסלי של UPB של WILA, שקל להתקנה ובעל דיוק גבוה יותר. יש לו גם התאמות כיוון משלו של Tx ו-Ty, שיכולות להבטיח ששולחן העבודה והמד האחורי יישארו מקבילים בכיוון הקדמי והאחורי, ויכולים לבצע תיקון סטיית זווית מקומית.

מתכופף כבד / כלי עבודה
בשל עובי הצלחת, התבנית התחתונה עם גודל פתח גדול יותר (V24~V300) והתבנית בעלת יכולת נשיאה גדולה יותר נבחרות בדרך כלל לכיפוף של צלחות בינוניות ועבות. הממדים הכוללים של התבנית הם בדרך כלל גדולים, ומשקל התבנית עלה על יכולת הטיפול הרגילה של המפעיל. בעזרת מיסבי גלילה, טכנולוגיית הפטנט E2M (Easy to Move) של WILA מאפשרת למפעילים להעביר תבניות כיפוף כבדות בצורה נוחה, בטוחה ומהירה, מה שחוסך מאוד החלפת עובש וזמן התאמת המכונה.
ניתן לספק תבניות כיפוף בצורות שונות של סכין ופתחי תבניות נמוכים העונים על צרכי הלקוח, כגון סכינים ישרות, צווארי אווז, תבניות פילה ותבניות מולטי-V. באמצעות שחיקה מדויקת של חלקי מפתח, דיוק הממדים של התבנית הוא עד ±0.01 מ"מ. באמצעות עיבוד של טכנולוגיית מרווה והקשחה עמוקה של CNC, קשיות התבנית יכולה להגיע ל-56~60HRC, ועומק השכבה המוקשה יכול להגיע ל-4 מ"מ.

לכיפוף של צלחות בינוניות ועבות עם עובי צלחות שונה, WILA מספקת גם תבניות Multi-V, הזמינות בשתי צורות: יציאת V מתכווננת אוטומטית ויציאת V מתכווננת ידנית, כפי שמוצג באיור 6. דרך מנוע הבקרה הנומרי או ניתן להתאים את בלוק ההתאמה, גודל פתח ה-V של התבנית התחתונה באופן שרירותי בהתאם למאפייני הצלחת, אשר מתאימה במיוחד לכיפוף צלחות בינוניות ועבות עם ריבאונד גבוה וחוזק גבוה. במקביל, תבנית ה-Multi-V מגיעה עם גלילים מוקשחים עם מקדם חיכוך נמוך, מה שיכול להפחית מאוד את הקמטים החיצוניים של חלקי הכיפוף, ובמקביל, הוא יכול להפחית את הכיפוף ב-10%~30% לעומת התבנית התחתית המסורתית.

מוצרים קשורים
 כיצד לבחור את הטון של מכונת הבלמים הידראולית
כיצד לבחור את הטון של מכונת הבלמים הידראולית- השתמש במיומנויות של מכונת כיפוף CNC
- עקרון העבודה והרכבה של מכונת כיפוף בלמים CNC ללחיצה
- כיצד לבחור את התבנית המתאימה של מכונת כיפוף בלם לחץ
- רצף כיפוף קונבנציונלי ומפרט שימוש יומיומי של תבנית מכונות כיפוף
- למה להוסיף מערכת פיצוי למכונת כיפוף בלם לחץ
- כיצד לחשב קצבת כיפוף עבור בלם הלחיצה שלך
- עובש מכונת כיפוף בלם לחץ בסין
- ממה עשויים חומרי בלם לחץ? מהו כלי עבודה בלם לחץ?
- יתרונות וחסרונות של מכונת בלם לחץ