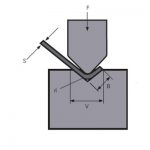
מכונת כיפוף בלם לחץ מבצעת בעיקר כיפוף בקו ישר של הצלחת. באמצעות תבניות פשוטות וציוד תהליך, ניתן ללחוץ את יריעת המתכת לצורה גיאומטרית מסוימת, וניתן לעבד אותה גם על ידי מתיחה, ניקוב, ניקוב ולחיצת גלי. בייצור בפועל, מכונת הבלם CNC משמשת בעיקר למימוש של כיפוף של צורות גיאומטריות שונות של קופסאות מתכת, קונכיות קופסאות, קורות בצורת U ומלבנים. לעיבוד שלו יש יתרונות של ישרות כיפוף גבוהה, ללא סימני שיניים, ללא קילוף, ללא קמטים וכו'.
עם הפיתוח המתמשך של טכנולוגיית ייצור מכונות כיפוף CNC, יתרונותיה כגון דיוק מיקום גבוה, נוחות, פיצוי הפרעות אפס פעילות ועקביות טובה של מוצרים מעובדים הפכו למועדפים יותר ויותר על ידי רוב חברות ייצור הפח. עם זאת, עם רצונות מוגבלים, איך לנצל טוב יותר את מכונת הכיפוף ולתת משחק מלא לתפקודיה ויתרונותיה הפכה לבעיה שיצרנים המשתמשים במכונת כיפוף בלם CNC שמים לב אליה וצריכים לפתור אותה בדחיפות. בתהליך הייצור והשימוש לטווח ארוך, Zhongrui הרחיבה ביעילות את הפונקציות של מכונת הכיפוף וצברה ניסיון באמצעות הוספת כלי עזר, שינוי תבניות קיימות ושימוש גמיש באתר. מאמר זה לוקח כדוגמה את מכונת הלחיצה CNC של Zhongrui DA66T ומציג את המיומנויות בשימוש בפירוט.
הוסף כלי עזר
אם ברצונך להפוך את כלי הלחיצה לגמיש וקל לשימוש, הוספת כלי עזר חיוניים. הגידול של כלי עזר יכול לא רק להרחיב את טווח העיבוד של כלי כיפוף CNC אלא גם לשפר את יעילות העיבוד.
1) צלחת מעבר (צלחת אמצעית בסיוע לעובש מהיר)
גובה הפתיחה של מכונת הכיפוף מתייחס למרחק בין שולחנות העבודה העליונים לתחתונים. מכיוון שלמכונת כיפוף CNC DA66T יש גובה פתיחה גדול יותר, שקול להשתמש בפתח גדול כדי להרחיב את טווח העיבוד. כפי שמוצג באיור 1, הוספת לוחית מעבר נוספת ללוחית המעבר המקורית יכולה להגדיל את גובה כיפוף הצד של החלק (עד 85 מ"מ), כך שניתן לבצע עיבוד עמוק עם קצוות כיפוף צד גבוהים יותר. לוח המעבר מתוצרת עצמית יכול להתאים את רוחב לוח המעבר לפי החלקים המשותפים שלכם, והוא מתאים ביותר לעיבוד חלקים ברוחב קטן עם קצוות כיפוף גבוהים יותר משני הצדדים.

2) פינת הפאנל הקדמי
כפי שמוצג באיור 2, החלק הקדמי של המכונה מצויד בפינה, שיכולה למקם חלקים קטנים ולצמצם את הזמן לקחת חלקים. במקביל, מותקן שולחן עבודה קטן כדי להקל על העיבוד והאיסוף של חלקי עבודה זעירים.

נצלו את התבנית במלואה
השימוש במכונת כיפוף בלם CNC מסתמך בעיקר על התבניות העליונות והתחתונות. אם מספר התבניות קטן והיישום אינו גמיש, טווח העיבוד של כלי המכונה יהיה מוגבל מאוד. לכן, בתנאים קבועים, כיצד למקסם את התפקוד של התבנית הקיימת באמצעות שילוב אופטימלי וטרנספורמציה חלקית היא בעיה שכל משתמש בכלי מכונה חייב לחשוב עליה. להלן פונקציית ההרחבה שבה אנו משתמשים בשימוש על ידי שינוי התבנית של מכונת כיפוף CNC מבוא.
1) קצה השחזה העליון של התבנית R
כאשר נעשה שימוש בתבנית העליונה במשך זמן רב, בלאי הקצה שלה ישתנה באופן לא סדיר. גובה התבנית משתנה ולא ניתן להבטיח את דיוק הכיפוף. על ידי שחיקה, תיקון חוד R והתאמה לחריץ גדול יותר בצורת V, ניתן לקפל פלטות עבות. זה מאריך את חיי השירות של התבנית.
2) החליפו תבניות גרוטאות כדי להשיג פילוס
בהיעדר תבנית כיפוף מרוכבת, פתרון בעיית היווצרות של איך ללחוץ על הקצה המת הוא דוגמה. הקצה המת הוא צורה מכופפת שבה שתי שכבות חופפות זו את זו, ומשמשת בדרך כלל לחיזוק. בדרך כלל, ללוח מעל 2 מ"מ אין כמעט קצוות מתים בעיתונות. לחץ על הקצה המת צריך להיווצר על ידי תבנית כיפוף מורכבת, ויש לחלק אותו ליותר משני תהליכים שייווצרו.
השיטה הנפוצה היא שימוש במת כיפוף מורכבת, כפי שמוצג באיור 3. בשלב הראשון, החומר מקופל ל-30°, ובשלב השני, זווית הכיפוף של 30° ממוקמת בקצה הקדמי של עובש מורכב, והחומר מקופל לקצה מת. אבל אין לנו תבנית כיפוף מורכבת, רק תבנית כיפוף זווית חדה של 30°. השלם את השלב הראשון של תבנית הכיפוף המרוכבת עם התבנית הקיימת, והשלב השני יכול למצוא רק שיטה אחרת. בשלב השני, התבניות העליונות והתחתונות הן שטוחות. לאחר הניתוח ניתן להשתמש בחלק האמצעי של התבנית התחתונה חריץ V כפול כחלק המישורי, והתבנית העליונה מחפשת מישור. הוציאו את התבנית העליונה המגורדת הקיימת וטוחנים את קצה הסכין לסגנון שטוח, ובכך פותרים את בעיית היווצרות של לחיצה על הקצה המת.

באמצעות סט זה של תבניות שונה ניתן גם לשטח. בעיבוד בפועל, מפעילי מכונות עושים לפעמים טעויות, כולל כיפוף קצוות או מידות כיפוף שאינן שוות. במקרה בו דרישות פני השטח של החלק אינן גבוהות, חבל לגרוט את החלק, רק כדי לדפוק את קצה הכיפוף שטוח. נוקאאוט מאוד מייגע, אבל ניתן ליישר אותו בקלות על ידי שימוש בשילוב התבנית לעיל. ניתן ללחוץ את החלקים בקלות ביד אל התבניות העליונות והתחתונות, ולאחר מכן משטחים את החלקים על ידי מכונת כיפוף CNC.
מיומנויות במהלך הפעולה
1) מיקום של מתכות כיפוף וחומרי עיבוד
בעת עריכת התוכנית, יש לקחת בחשבון את הגורמים הבאים:
א. מסדרים יחד חומרים באותו עובי;
ב. מסדרים יחד את התבניות מאותו דגם;
ג. תבניות בעלות צורה דומה מסודרות יחד.
זה יכול להפחית את הזמן והתדירות של החלפת עובש.
2) מיקום בזווית ישרה של חלקים צרים וקטנים
כאשר החלק המתכופף צר וארוך, לא קל לאתר אותו. במהלך העיבוד, זה קורה לעתים קרובות כי המיקום שלאחר ההחלטה, ואת החלק הכפוף קל להטות. לכן, בשיטה הנהוגה באיור 4, התבנית מודבקת לתבנית התחתונה כדי להבטיח זווית ישרה. כאשר מתכופפים כך, החלק לא קל להטות.

3) כיפוף חלקים משולשים
כאשר חלקי הכיפוף מכופפים, החלקים בעלי הזווית החדה לא קל להיות קרובים לכלל האחורי. בדרך כלל, כאשר הממד הקטן ביותר L ≤10 מ"מ שולט מיד לאחור, יש לשקול את התקן המיקום. בעבודה בפועל קל להזניח את העיצוב והתהליך, ולעתים קרובות מתרחשות בעיות כאלה. בעת עיבוד, לפי גודל החלק, נקבע שחלק בודד מיושר עם התבנית הכפופה והחתיכה הכפולה מיושרת עם הגיבוי.
4) הוסף צלחת דקה R
בשל הצרכים השונים של הלקוחות, גם ערך ה-R הנדרש על קצה הכיפוף שונה. בתהליך העיבוד, עבור חלקים שאינם דורשים דיוק מימדים גבוה, השתמשו בלוח גיבוי להגדלת ערך R כך שניתן יהיה לקבל את ערך ה-R הנדרש לאחר כיפוף. על פי דרישות התכנון, R מתייחס ליחס בין V ל-R הפנימי כדי לבחור את עובי הצלחת ולקפל אותה לצורה המוצגת באיור 5. בעת השימוש, השתמש במהדק כדי להדק את התבנית העליונה. שיטה זו קלה לשימוש וניתן להשתמש בה במספר שכבות.

5) חלק בודד והגדרות עובש מרובות
Zhongrui השתמש במכונת כיפוף CNC DA66T עם 2 צילינדרים הידראוליים כהדגמה. ניסיתי את מערך התבנית הרב-תבניות המוצג באיור 6, כלומר, התבניות העליונות והתחתונות מאותו דגם מותקנות בחתכים בו-זמנית, מה שיכול להשלים את העיבוד של מספר עיקולים של החלק כולו, ולצמצם את זמן התקנת התבנית וטיפול חוזר בחלקים. נכון לעכשיו, התבנית העליונה המתכופפת בגובה שווה הופיעה בשוק. גובה התבנית העליונה כולה אחיד, וניתן להשתמש גם בתבניות בצורות שונות על אותו שולחן. כך ניתן לבצע כיפוף מגזרי של תבניות שונות.

6) רשומות תוכנית של חלקים טיפוסיים
לאחר עיבוד החלקים האופייניים, יש לרשום את פרמטרי העיבוד בזמן, ויש לאחסן את התוכנית באזור האחסון של מכונת הכיפוף עם מספר ציור החלק, כך שניתן יהיה לעשות בה שימוש חוזר בעתיד, ולצמצם מאוד סדרה של הכנות לפני הכיפוף. אתה יכול גם ליצור טבלה, המכילה את ההגדרות הספציפיות של שם החלק, מספר השרטוט, הגרפיקה, החומר והפרמטרים של כיפוף. השולחן מחולק ללוחות פלדה, צלחות אלומיניום ופלטות נירוסטה. כל סוג מובחן בעובי החומר. הזמן שלוקח למציאת חלקים אופייניים יקטן. אם משולבים עם כרטיס התהליך, זוהי הוראת עיבוד שלמה מאוד. אפילו עובדים חדשים עם ניסיון מועט יכולים לעקוב אחר ההנחיות לעיבוד חלקים.
7) אורך התבנית אינו מספיק לכיפוף בקטעים
בעיבוד באתר, קורה לעתים קרובות שאורך התבנית קטן מקצה הכיפוף. מכיוון שתבניות מיוחדות רבות נקבעות בהתאם לשימוש במוצרים קבועים, נעשה שימוש בשיטת הכיפוף המפולח כאשר אורך התבנית קטן מקצה הכיפוף. כאשר אורך התבנית קרוב לקצה הכיפוף, קרעו את הקצה בניצב לקצה הכיפוף ולאחר מכן קפלו את קצה הכיפוף לגודל הנדרש בחתכים. איור 7a הוא החצי השמאלי של החלק הכפוף, ואיור 7b הוא החצי הימני של החלק הכפוף.

8) באמצעות חתך במד האחורי למיקום
כאשר גודל החלק הכפוף גדול והשתמש במד אחורי כדי למקם, החלקים שוקעים לעתים קרובות בשל משקלם, החלק הידני קצר, ולמפעיל לא קל להחזיק את חומר העבודה. על מנת להבטיח את רמת החלקים, יש לארגן מפעיל בכל האחורי שיחזיק את החלקים במצב רמה ביד. לכן, בעת עיבוד חלקים כאלה, יש לארגן 2 מפעילים. בעבודה נמצא שניתן להנמיך את המד האחורי לגודל מסוים ולמיצוב משתמשים בחתיכים במד האחורי ומניחים את החלקים בצורה אופקית על המד האחורי. זה לא רק מקטין את מספר המפעילים, אלא גם מבטיח למעשה את דיוק העיבוד.
9) כיפוף צורה סגורה עמוקה
בעיבוד בפועל, ניתן להשתמש בעיבוד כיפוף צורה סגורה עמוקה בצורה גמישה. בהיעדר תבנית כיפוף עמוקה מסוג סגור, כאשר מכופפים את החלקים כפי שמוצג באיור 7, מאומץ מצב ההידוק המוצג באיור 8. הפרד את לוח המעבר, המרחק מעט גדול יותר מרוחב החלק, והגודל מוקצה באופן סביר, וניתן לכופף שני חלקים בכל פעם.

שיטות העיבוד והטכניקות שהוצגו לעיל יכולות לפתור את בעיות העיבוד של מספר רב של חלקים דומים במוצרים, ומתאימות מאוד לפיתוח מוצרים בעלי זנים מרובים, אצוות קטנות ומחזורי ייצור קצרים. באמצעות שיטות אלו, לא רק ניתן לחסוך בהוצאות כלי עבודה, אלא גם לקצר את מחזור הייצור והעיבוד, להפחית את עלות הייצור ולשפר את איכות המוצר. ניתן ליישם ולקדם את שיטות העיבוד וכישורי השימוש הללו גם במכונות כיפוף בלם CNC עם מבנים דומים.
מוצרים קשורים
 כיצד לבחור את הטון של מכונת הבלמים הידראולית
כיצד לבחור את הטון של מכונת הבלמים הידראולית- WILA פתרון יעיל לכיפוף לוחות בינוניים ועבים
- כיצד לבחור את התבנית המתאימה של מכונת כיפוף בלם לחץ
- רצף כיפוף קונבנציונלי ומפרט שימוש יומיומי של תבנית מכונות כיפוף
- למה להוסיף מערכת פיצוי למכונת כיפוף בלם לחץ
- עקרון העבודה והרכבה של מכונת כיפוף בלמים CNC ללחיצה
- עובש מכונת כיפוף בלם לחץ בסין
- כיצד לחשב קצבת כיפוף עבור בלם הלחיצה שלך
- מהו הכתר בלם לחץ
- 2021 המדריך האולטימטיבי של מכונת בלם מתכת