מכונת כיפוף CNC היא ציוד חשוב בעיבוד פח, ודיוק העבודה שלה משפיע ישירות על דיוק הכיפוף של חומר העבודה. בתהליך הכיפוף של חומר העבודה, מכונת בלם הלחיצה נתונה לכוח הגדול ביותר בשני קצוות המחוון, וכוח התגובה במהלך כיפוף הצלחת גורם לעיוות קעור על המשטח התחתון של המחוון. העיוות של החלק האמצעי של המחוון הוא הגדול ביותר, וזווית הכיפוף הסופית של חומר העבודה הגודל משתנה על פני כל האורך.
שולחן עבודה-עומס מלא-דפורמציה


על מנת לבטל את ההשפעות השליליות הנגרמות על ידי עיוות המחוון, יש צורך לפצות על עיוות הסטייה של המחוון. שיטות הפיצוי הרגילות כוללות פיצוי הידראולי ופיצוי מכני, שניהם גורמים לאמצע שולחן העבודה לייצר עיוות אלסטי כלפי מעלה כדי לקזז. העיוות של מגלשת המכונה מבטיחה את הדיוק של משטח מפרק העיבוד ומשפרת את הדיוק של חומר העבודה.


טבלת ניתוח מקדמי בטיחות של עובש

שתי שיטות פיצוי
1. פיצוי הידראולי
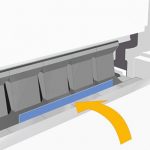
מנגנון פיצוי הסטייה האוטומטית ההידראולית של שולחן העבודה מורכב מקבוצת גלילי שמן המותקנים בשולחן העבודה התחתון. המיקום והגודל של כל גליל פיצוי מתוכננים בהתאם לעקומת פיצוי הסטייה של המחוון וניתוח האלמנטים הסופיים של שולחן העבודה. הפיצוי ההידראולי הוא פיצוי הבליטה של הגרסה הנייטרלית שמתממש באמצעות התזוזה היחסית בין שלוש הלוחות האנכיים הקדמיים, האמצעיים והאחוריים. העיקרון הוא לממש את הבליטה באמצעות העיוות האלסטי של לוח הפלדה עצמו, כך שניתן להתאים את סכום הפיצוי בטווח האלסטי של שולחן העבודה.

2. פיצוי מכני
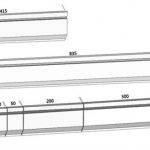
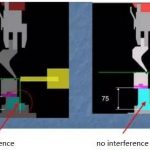
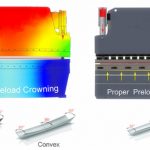
הפיצוי המכני מורכב מסט של טריזים אלכסוניים בולטים עם משטחים משופעים, וכל טריז בולט מתוכנן לפי עקומת הסטייה של המחוון ושולחן העבודה על בסיס ניתוח האלמנטים הסופיים. מערכת הבקרה המספרית מחשבת את כמות הפיצוי הנדרשת בהתאם לכוח העומס כאשר חומר העבודה מכופף (כוח זה יגרום להסטה ועיוות של המחוון והלוח האנכי של שולחן העבודה), ושולטת אוטומטית בתנועה היחסית של הטריזים הקמורים בצורה יעילה לפצות את עיוות הסטייה המיוצר על ידי בלוק ההזזה והצלחת האנכית של שולחן העבודה יכולה להשיג את חומר הכיפוף האידיאלי. פיצוי הסטייה המכני מתממש על ידי שליטה במיקום להשגת "חבטה מוקדמת". סט טריזים יוצר קו בכיוון האורך של שולחן העבודה. העקומה עם אותה הסטייה הופכת את הפער בין התבניות העליונות והתחתונות לעקבי במהלך הכיפוף, מה שמבטיח את אותה זווית של חומר הכיפוף בכיוון האורך.


מוצרים קשורים
 תקלות מכניות נפוצות ותחזוקה של מכונות כיפוף בלם לחץ
תקלות מכניות נפוצות ותחזוקה של מכונות כיפוף בלם לחץ- עובש מכונת כיפוף בלם לחץ בסין
- 4 שלבים להכיר את מערכת E21 של מכופף מתכת CNC
- מהו הכתר בלם לחץ
- כיצד לבחור את הטון של מכונת הבלמים הידראולית
- ממה עשויים חומרי בלם לחץ? מהו כלי עבודה בלם לחץ?
- כיצד לבצע פיצוי סטיה עבור מכופף מתכת CNC
- השתמש במיומנויות של מכונת כיפוף CNC
- כמה סוגים של מעצור הידראולי
- כיצד לבחור את מכונת הלחיצה הידראולית המתאימה CNC