על מנת לבטל את ההשפעות השליליות הנגרמות על ידי עיוות המחוון, יש צורך לפצות את עיוות הסטייה של המחוון. שיטות הפיצוי להלן:
1. פיצוי הידראולי
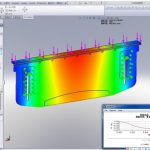
מנגנון פיצוי הסטייה האוטומטית ההידראולית של שולחן העבודה מורכב מקבוצת גלילי שמן המותקנים בשולחן העבודה התחתון. המיקום והגודל של כל גליל פיצוי מתוכננים בהתאם לעקומת פיצוי הסטייה של המחוון וניתוח האלמנטים הסופיים של שולחן העבודה.
פיצוי הבליטה הידראולי של הגרסה הנייטרלית מתממש באמצעות התזוזה היחסית בין שלוש הלוחות האנכיים הקדמיים, האמצעיים והאחוריים. העיקרון הוא לממש את הבליטה באמצעות העיוות האלסטי של לוח הפלדה עצמו, כך שניתן לממש את הפיצוי בטווח האלסטי של התאמת שולחן העבודה.

2. שיטת טבלת פיצויים מכנית
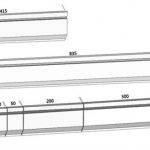
הטריזים הבולטים מורכבים מסט של טריזים אלכסוניים בולטים עם משטחים משופעים. כל טריזים בולטים מתוכננים לפי עקומת הסטייה של בלוק ההזזה ושולחן העבודה על ידי ניתוח האלמנטים הסופיים.
מערכת הבקרה המספרית מחשבת את כמות הפיצוי הנדרשת בהתאם לכוח העומס כאשר חלק העבודה מכופף (כוח זה יגרום להסטה ועיוות של המחוון ושל הלוח האנכי של שולחן העבודה), ושולטת אוטומטית בתנועה היחסית של הטריז הקמור. בכך הוא יכול לפצות ביעילות על עיוות הסטייה שנוצר על ידי בלוק ההזזה והלוח האנכי של שולחן העבודה, ויכול להשיג את חומר הכיפוף האידיאלי.
פיצוי הסטייה המכני מתממש על ידי שליטה במיקום "הבליטה המוקדמת", ומערכת של טריזים נוצרת בכיוון האורך של שולחן העבודה. העקומה עם אותה הסטייה בפועל הופכת את הפער בין התבניות העליונות והתחתונות לעקבי במהלך הכיפוף, מה שמבטיח את אותה זווית של חומר הכיפוף בכיוון האורך.

יתרונות של פיצוי מכני
1) פיצוי מכני יכול לקבל פיצוי סטיה מדויק לכל אורכו של שולחן העבודה. פיצוי סטיה מכני הוא בעל יציבות לאורך זמן, מפחית את תדירות התחזוקה של פיצוי הידראולי (כגון דליפת שמן), והוא נטול תחזוקה במהלך חיי הכלי.
2) מכיוון שלפיצוי סטיה מכני יש יותר נקודות פיצוי, בלם מתכת CNC יכול להשיג פיצוי ליניארי בעת כיפוף חומר העבודה תוך כדי עבודה ויכול לשפר את אפקט הכיפוף של חומר העבודה.
3) פיצוי מכני משתמש בפוטנציומטר למדידת מיקום אות ההחזרה. כציר בקרה מספרי, הוא מממש שליטה דיגיטלית והופך את ערך הפיצוי למדויק יותר.
מוצרים קשורים
 למה להוסיף מערכת פיצוי למכונת כיפוף בלם לחץ
למה להוסיף מערכת פיצוי למכונת כיפוף בלם לחץ- בלם לחיצה הידראולי לנירוסטה
- תקלות מכניות נפוצות ותחזוקה של מכונות כיפוף בלם לחץ
- תקלות נפוצות ושיטות פתרון בעיות של מכבש הידראולי בעל ארבעה עמודים 100t
- בלם טנדם הידראולי
- מכונת כיפוף סינכרוני CNC סינכרוני אלקטרו הידראולי VS ציר פיתול
- מכונת לחיצה הידראולית DA66T CNC
- IPG סוג סגור לוח 4KW סיבים לייזר מתכת מכונת חיתוך
- עובש מכונת כיפוף בלם לחץ בסין
- כמה סוגים של מעצור הידראולי