בשל העומס הרב, הסיכה הבלתי מספקת של החלקים הנעים וסביבת העבודה המסובכת של מכונת כיפוף הבלמים, קל מאוד לגרום לחלקים הנעים ללבוש או להתאמץ. מאמר זה ינתח את הכשלים המכאניים הנפוצים והתחזוקה של מכונות כיפוף עיתונות הידראוליות:
תקלה 1. זמן הפסקה ארוך עבור נקודת שינוי מהירות המחוון
1-1. החלל העליון של הגליל שואב אוויר, והלחץ מצטבר במשך זמן רב (הצנרת הדחופה העצמית דולף).
1-2. קצב הזרימה של שסתום המילוי או צינור הניקיון העצמי קטן, או שמהירות ההחלקה מהירה מדי, מה שגורם ליניקת מחט.
1-3. שסתום המילוי אינו סגור לחלוטין, והלחץ בחלל העליון מאט.
1-4. לאחר שסתום ההאטה מופעל, סגור את שסתום המילוי והחלל העליון לא יכול למצוץ שמן.
1-5. המיקום הלא נכון של השסתום הפרופורציונלי מוביל לפתחים שונים וללא סנכרון.
1-6. הקטן את מהירות הירידה המהירה כדי לראות אם הבדיקה נעצרת.
1-7. לגודל הלחץ המהיר יש השפעה על סגירת שסתום המילוי, ולחץ הירידה המהיר מתבטל.
1-8. התאם את פרמטרי הלחץ בשלב ההשהיה לפני התקדמות העבודה.
1-9. חור השיכוך של קו בקרת שסתום המילוי קטן מדי, ויוצר הפרש לחץ.
1-10. פרמטרים של מערכת CNC (עיכוב לפני האטה).
1-11. פרמטרים של מערכת CNC (פרמטר הרווח יורד במהירות איטית יותר).
1-12. בדוק אם מפלס השמן של מיכל הדלק נמוך מדי, פתח המילוי אינו מוצף, והחלל העליון של הצילינדר מתמלא בנוזל במהלך העברה מהירה, מה שגורם למילוי לא מספיק. מהסיבות שלעיל, הוסף שמן מהמיכל ליותר מ-5 מ"מ מעל פתח המילוי כך שחור המילוי יוצף לחלוטין.
1-13. בדוק אם שסתום המילוי פתוח לגמרי. אם זה נובע מזיהום שמן, ליבת השסתום של שסתום המילוי אינה גמישה ונתקעה, מה שגורם למילוי לא מספיק. צריך לנקות את שסתום המילוי ולהתקין אותו מחדש כדי להפוך את הסליל לגמיש.
1-14. בדוק אם המהירות המהירה קדימה מהירה מדי, וגורמת למילוי לא מספיק. מהסיבות לעיל, ניתן להפחית את המהירות המהירה קדימה על ידי שינוי פרמטרי המערכת.

תקלה 2. כאשר המחוון פועל, הכיוון כלפי מטה אינו אנכי ורעש חריג.
כשל מסוג זה נובע מזמן שימוש ארוך במסילה המנחה, שימון לא תקין של מסילה המנחה ומרווח מוגבר עקב בלאי. יש לבדוק את דרגת הבלאי של לוחית הלחץ של מסילת המדריך ולכוון אותה מחדש כדי לעמוד במרווח הנדרש. קבע אם להחליף את לוח הלחיצה על מסילת ההדרכה בהתאם למידת הבלאי. אם המתח חמור, יש להחליפו.
2.1. לוח הלחץ המקורי מודבק בפלסטיק. שימו לב לקשיות הפלסטיק המודבק ולמשטח ההדבקה של מסילת ההדרכה. לאחר הגרידה יש לוודא שמשטח ההדבקה הוא מעל 85% ולפתוח מיכל שמן סיכה בזיגזג.
2.2. בתוך לוחית הלחיצה המקורית פקק מתכת. לבחירת פלטת ברונזה מפח או ברזל רקיע, משטח ההדבקה מעובד על ידי מטחנה, בורג החיבור נמוך ממשטח ההדבקה, וחריץ שמן סיכה זיגזג נפתח.
תקלה 3. גודל המד האחורי אינו עקבי בשני הקצוות
השגיאה בשני הקצוות קטנה, בטווח של 2 מ"מ. בדוק כדי לאשר שלמבנה ההילוכים המכני X1/X2 אין תקלות. ניתן לבטל את השגיאה על ידי התאמת האצבע. אם אין תקלה במבנה ההילוכים המכני (כגון מיסבים, ברגים כדוריים, מסילות ליניאריות, גלגלי הילוכים, רצועות תמסורת וכו'), הסר את התקלה. התאם מחדש לסובלנות של מקביליות והתקן מחדש את התקן השידור הסינכרוני.
תקלה 4. אין תנועה של גל ההילוכים האחורי בשני הקצוות
הסיבה לכשל של תיבת הגל האחורי עשויה להיות שציר ההילוכים מופרד מגלגל רצועת התזמון, מוט המפתחות, או שרצועת התזמון מחליקה. נהג גל המעצור ומנוע הסרוו פגומים, ומערכת בקרת המחשב העליונה פגומה. כשלים כאלה צריכים לבדוק ולאשר את סיבת התקלה, לתקן או להחליף את הרכיבים שנכשלו ולבטל את התקלה.

תקלה 5. רעש מוגזם של משאבת השמן (חימום מהיר מדי), פגיעה במשאבת השמן
5-1. קו היניקה של משאבת השמן דולף או מפלס נוזל מיכל השמן נמוך מדי, מה שגורם למשאבת השמן להתרוקן.
5-2. טמפרטורת השמן נמוכה מדי וצמיגות השמן גבוהה מדי, וכתוצאה מכך עמידות גבוהה לספיגת שמן.
5-3. מסנן השמן של יציאת היניקה סתום והשמן מלוכלך.
5-4. המשאבה ניזוקה (נפגעת בעת התקנת המשאבה) מכל דפיקה.
5-5. בעיות התקנת צימוד, כגון הידוק צירי מוגזם, ציר המנוע וציר משאבת השמן אינן קונצנטריות.
5-6. לאחר התקנת המשאבה, היא מתהפכת במשך זמן רב או אינה מתדלקת במהלך מכונת הבדיקה.
5-7. מסנן השמן בלחץ גבוה ביציאה חסום או שקצב הזרימה אינו עומד בתקן.
5-8. משאבת השמן מוצצת (יש שמן, אבל יש אוויר בפתח היניקה של משאבת השמן).
5-9. אם מדובר במשאבת בוכנה, ייתכן שגובה קו יציאת החזרת השמן מוגדר נמוך מדי.
5-10. אם מדובר במשאבת שמן של HOEBIGER, יתכן שהיא תתרוקן.
5-11. טמפרטורת השמן גבוהה מדי, מה שגורם לצמיגות לרדת (בתוך 60 מעלות צלזיוס).
5-12. שמן הידראולי מכיל מים שעלולים לגרום לחסימה ולפגיעה באלמנט המסנן בלחץ גבוה.

תקלה 6. אין להאט את תנועת המחוון
6-1. האם לשסתום הכיוון הפרופורציונלי האלקטרומגנטי יש אות חשמלי או אם לסליל יש פעולה כלשהי או שהוא תקוע.
6-2. המערכת לא יכולה לבנות לחץ.
6-3. שסתום המילוי תקוע, או שטבעת האיטום של שסתום המילוי דולפת.
6-4. האם לשסתום האיטי יש אות חשמלי או שהוא תקוע.
6-5. לחץ גב גבוה מדי או מאט לחץ נמוך מדי.

תקלה 7. כאשר המחוון זז לאט, הוא רוטט, מתנדנד ומשמיע רעש
7-1. שמן הלחץ הנפלט מהגליל מכיל בועות אוויר.
7-2. כוח החיכוך של מסילת ההחלקה גדול מדי, בין אם יש שמן סיכה.
7-3. הפער בין משטח ההתאמה של לוחית ההדרכה גדול, או שהחלק העליון והתחתון אינם אחידים.
7-4. מפלס המתלה ושולחן העבודה אינו מותאם כראוי.
7-5. שסתום האיזון חסום.
7-6. בדוק אם שסתום השחרור המהיר מופעל ונפתח.
7-7. פרמטר מערכת הבקרה המספרית (רווח), או הגדרת מהירות הזנת העבודה גדולה מדי.
7-8. שסתום הלחץ האחורי רופף וההתנגדות משני הצדדים שונה.
7-9. האם סליל השסתום הפרופורציונלי הסולנואיד מוטה והאם אות המיקום הנייטרלי של השסתום הפרופורציונלי נכון.
7-10. אם האות של שסתום סרוו פרופורציונלי מופרע, שיטת הבדיקה זהה לעיל.
7-11. מוט הבוכנה ננעל היטב על ידי טבעת האיטום של צילינדר השמן, וההתנגדות גדולה (שנה את מבחן טבעת האיטום הקשיחה של PTFE).
7-12. מכונת הכביסה הכדורית על סרגל הסריג אינה מותקנת, מושב ההזזה אינו זז בצורה חלקה וקיימת בעיה בקו התקשורת של סרגל הסריג.
7-13. עקומת הלחץ שגויה, הלחץ אינו מספיק במהלך העבודה.
7-14. טבעת ה-O-אטום בלחץ של שסתום המילוי מייצרת כמות קטנה של דליפה.

תקלה 8. סטיית סנכרון גדולה בעת האטה
8-1. כשל במערכת זיהוי סינכרוני (סולם סולם).
8-2. שסתום כיוון פרופורציונלי.
8-3. דליפה של שסתום תחתון מהיר.
8-4. הפער הגדול בלחץ הגב משני הצדדים.
8-5. טמפרטורת השמן נמוכה מדי.
8-6. מחרוזת שמן בחדר העליון והתחתון של הגליל.
8-7. פרמטרים של מערכת CNC.


תקלה 9. שגיאת זווית כיפוף
9-1. בדוק אם סטיית הפיצוי של צילינדר הפיצוי גדולה ולא ניתן לשחזר לחלוטין את מצב האפס.
9-2. בדוק אם המהדק המהיר רופף.
9-3. בדוק אם יש שינוי כלשהו בנקודת המתה התחתונה של כל כיפוף.
9-4. בדוק אם הפלטה בצורת קשת מותקנת כהלכה והאם חור הבורג מת.
9-5. שינויים בסדין עצמו (עובי, חומר, מתח).
9-6. האם סרגל הסורג רופף?
9-7. דיוק מיקום לא מדויק: האם ערך ההיסט האפס של השסתום הפרופורציונלי מתאים? המיקום לא יכול להגיע למרכז המתים התחתון, מה שהופך אותו לבלתי אפשרי לחזור.

תקלה 10. דליפת שמן בקווים הידראוליים או התפוצצות צינורות
10-1. בדוק אם התקנת צינור השמן עומדת בדרישות (אורך מורחב, קוטר צינור, עובי דופן, חוד, האום מהודק מדי, משוחרר מדי, רדיוס כיפוף וכו').
10-2. אם לצינור יש השפעה או רטט.
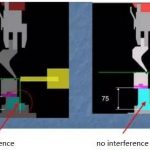
10-3. בדוק אם הצינור מפריע או מתנגש באחר.
10-4. הצינור אינו מקובע על ידי מהדקי צינור.
תקלה 11. אמצעי זהירות במהלך התקנת מערכת הידראולית ותחזוקה
11-1. השסתומים האטומים בצבע לא יפורקו בעצמם, שלא לדבר על התאמה.
11-2. השסתום עובד כרגיל לאחר הניקוי, יש להחליף אותו בשמן חדש ולנקות את מיכל השמן מיד.
11-3. משאבת השמן לא תהיה נתונה לדפיקות או פגיעות כלשהן במהלך ההתקנה, ויש לתדלק את משאבת השמן לפני הבדיקה.
11-4. בעת התקנת כל שסתום, ניתן להעביר רק את גוף השסתום שלו, ואין לגעת בשסתום סולנואיד.
מוצרים קשורים
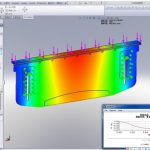
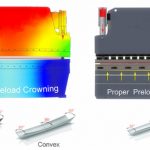
 למה להוסיף מערכת פיצוי למכונת כיפוף בלם לחץ
למה להוסיף מערכת פיצוי למכונת כיפוף בלם לחץ- כיצד להפעיל את מכונת הגזירה הגיליוטינה
- 6 טיפים על חומר נגד קפיאה בלייזר
- תקלות נפוצות ושיטות פתרון בעיות של מכבש הידראולי בעל ארבעה עמודים 100t
- כמה סוגים של מעצור הידראולי
- עקרון העבודה והרכבה של מכונת כיפוף בלמים CNC ללחיצה
- תקלות נפוצות ושיטת פתרון בעיות עבור מכבש הידראולי בעל ארבעה עמודים
- כללי פעולה בטוחים של מכונת עיתונות כוח הידראולית
- כיצד לבצע פיצוי סטיה עבור מכופף מתכת CNC
- ממה עשויים חומרי בלם לחץ? מהו כלי עבודה בלם לחץ?